Bio-pharmaceuticals

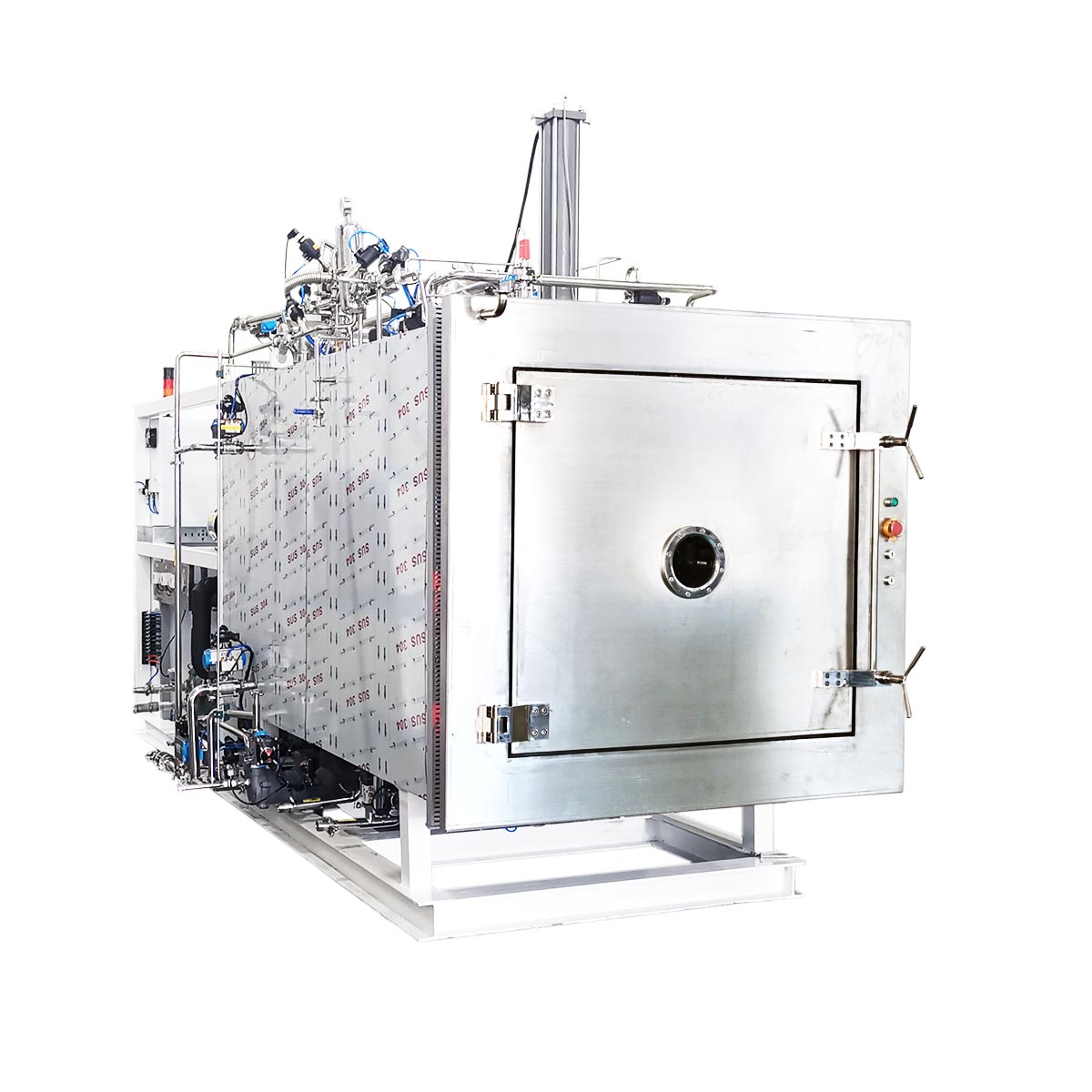
Lyophilization of Bio-pharmaceuticals
Lyophilization or freeze-drying, is critical in the biopharmaceutical industry for stabilizing labile biological products. It is the preferred method for manufacturing a wide range of vaccines and injectable formulations.
By removing water under low temperature and vacuum, lyophilization avoids products degradation like hydrolysis and microbial growth, converting liquid biopharmaceutical formulations into stable, biologically active solid forms. This process extends products shelf life and enable they can be stored/transported under non-refrigerated condition.
Lyophilized Benefits
Freeze drying process starts from freezing the raw products, and then move them into an air-tight chamber, vacuumize the chamber to create negative pressure environment. Under vacuum, solid water (ice form) absorb heat from environment and sublimate directly to vapor phase, it is a low temperature dehydration method.
Freeze drying is processed via sublimation from a frozen state under vacuum, no liquid water is generated, thus, freeze drying does not utilize high temperature to boil/remove the water, this completely prevents decomposition and oxidation that caused by high temperature, making it ideal for temperature-sensitive substances.
Freeze drying technology, water is removed from surface to bottom of products, while water is gone, the solid components that are originally dissolved in water are retained, these components support each other and forming porous structure. So, whatever products are high-viscosity pastes, or slurries, freeze drying can handle them breezily, thoroughly dry without crusting or caking phenomenon.
Freeze dried products water contain typically less than 3%, light weight, easy to store and require no refrigeration and chemical preservation. The minimal moisture content restricts the growth of bacteria and activity of microorganisms, so that freeze dried products can store at room temperature for years.
The sponge-like structure result dried products can quickly rehydrate after soak in water or other solutions, as well as mix into other ingredients for further processing.
Drying Examples
Lyophilization is widely used in the bio-pharma industry and can handle a wide range of materials, from aqueous to paste, powder, or loose solids, whether loaded in vials or in bulk. Application and drying examples including but not limited to:
- Vaccines
- Antibodies
- Protein-based Drugs: mAbs, recombinant or fusion proteins etc.
- Nucleic Acid Drugs: siRNA, mRNA, ASOs
- Peptide-based Drugs
- Cell and Gene Therapy (CGT) Products
- Live Biotherapeutic Products (LBPs)
- Blood products and clotting factors
Solution for Different Stages
From pilot test to commercial production, we provide freeze drying solutions for all stages, guarantee your technology transfer breezily and ensure the consistent results.


Vikumer Solutions Benefits
From pilot test to commercial production, we provide freeze drying solutions for all stages, guarantee your technology transfer breezily and ensure the consistent results.
Our freeze dryers have been designed meet industry regulations of cGMP, FDA, cGLP etc. And provide qualifications documents DQ/IQ/OQ/PQ. Main components are fabricated from high quality stainless steel, user can select CIP/SIP for aseptic production.
Accurately control shelves temperature and guarantee the temperature uniformity between shelves and shelf points, ensure lyophilized bio-pharmaceuticals with high biologic activity and stability, high and consistent freeze dried quality.
Automatic data collect for all models, and user can select more powerful SCADA system that with functions like e-signature, audit trial etc. Enhance the data authenticity and traceability.
Provide freeze drying machines from laboratory to pilot and commercial production. All Vikumer machines have the similar control principle, so that your technology transfer is easy and quick.
Need solution for your specific product?
Contact us!